In the rapidly evolving landscape of global manufacturing, Automated Testing Systems (ATS) have transitioned from simple pass/fail mechanisms to sophisticated, AI-driven analytical hubs. China's manufacturing landscape, characterized by firms like Ningbo Medvok Medical Co., Ltd., is at the forefront of this shift, integrating R&D with advanced production capabilities to serve sectors ranging from biotechnology to industrial electronics.
Increase in Testing Efficiency
Global Quality Standard
Countries Served
Predictive Maintenance
The "China Factory 4.0" model is not merely about volume; it is about precision, data integration, and supply chain韧性 (resilience). By leveraging localized, full-stack manufacturing—where antigens, antibodies, and downstream detection reagents are developed in-house—companies minimize lead times and maximize quality control. This vertical integration is a competitive advantage for global enterprises sourcing diagnostic tools or industrial testing systems.
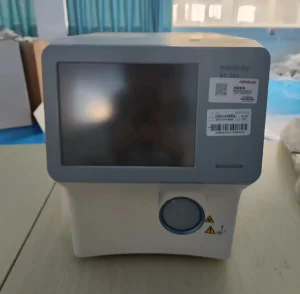
For international buyers, sourcing from China's top-tier manufacturers means access to robust, scalable solutions. Whether it's a Chemiluminescence Immunoassay Analyzer or complex electronic wire harnesses, the focus remains on high-throughput performance and strict compliance with global ethical and technical standards.
The future of Automated Testing lies in the convergence of IoT (Internet of Things) and real-time analytical processing. We are seeing a paradigm shift where testing devices are becoming "smart" edge nodes. These devices not only perform tests but also transmit real-time data back to central management systems for continuous optimization.
We understand that purchasing automated systems involves more than just hardware acquisition. It requires long-term commitment. As a provider of comprehensive IVD (In-Vitro Diagnostics) solutions, we prioritize:
Innovation is in our DNA. We are a high-tech biotechnology company focused on the R&D and production of antigens, antibodies, and downstream detection reagents. With a mission of "Biotech For A Better Life," our product pipelines cover cardiovascular, inflammation, infectious diseases, and tumors.

Our solutions have been delivered to more than 60 countries, and we continue to invest in R&D to support research and the prevention of diseases, fostering a well-informed and healthier society.
China offers a unique combination of rapid innovation (R&D), vertical supply chain integration (cost control), and high-volume production capabilities, all while maintaining rigorous international quality standards like ISO 13485.
Reliability is ensured through rigorous quality management systems, comprehensive testing phases, and continuous product iteration based on global user feedback and clinical performance data.