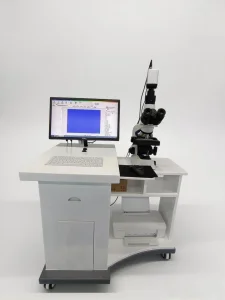
In the modern biotech era, Protein Analysis Systems have transitioned from niche academic research tools to indispensable pillars of the global pharmaceutical and diagnostic industries. As the scientific community shifts its focus from genomics to proteomics, the demand for high-precision systems that can quantify, image, and characterize proteins has skyrocketed.
Currently, the market is driven by the rise of personalized medicine, biologics development, and the urgent need for rapid diagnostic responses to infectious diseases. From Western Blot imaging to high-performance liquid chromatography (HPLC), these systems are the "eyes" of the lab, allowing scientists to see the molecular mechanisms of life.

Modern protein analysis is no longer just about taking a picture. AI algorithms now automatically identify bands in gel imaging, count cells in morphology systems, and predict protein folding patterns, reducing human error by up to 95%.
The transition from manual Western Blotting to automated systems allows laboratories to process hundreds of samples simultaneously, a critical requirement for large-scale drug screening and clinical trials.
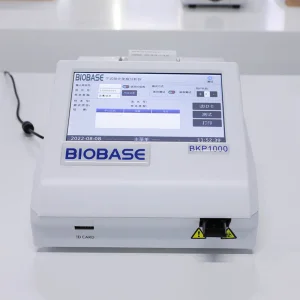
Point-of-Care Testing (POCT) systems are bringing protein analysis out of the central lab and into the clinic, enabling real-time detection of biomarkers for cardiovascular diseases and inflammation.

Procurement officers in the medical and scientific sectors are no longer just looking for the lowest price. They demand reliability, compliance, and long-term support. Whether it's a university in Europe requiring high-resolution gel imaging or a hospital in Southeast Asia needing robust sperm quality analyzers, the equipment must fit the local clinical workflow.
Localization involves more than just language; it's about voltage compatibility, local reagent availability, and adherence to regional healthcare regulations. As a leading China factory, we provide modular designs that can be customized to meet these specific local demands.
Ningbo Medvok Medical Co., Ltd. is a high-tech biotechnology company focused on the R&D and production of antigens, antibodies and downstream detection reagents for diagnosis and therapy. The product pipelines cover cardiovascular and cerebrovascular, inflammation, infectious diseases, tumors, hormones and other categories, from raw materials to finished products.
Bioantibody keeps developing new technologies. Currently, our products have been delivered to more than 60 countries and cities worldwide. Using the ISO 13485 management system, the product quality is greatly trusted by customers.
Our economic development is compatible with proper conduct in relation to ethics, society, the workplace, the environment and respect for human rights. We think of society as a group of individuals with equal rights and opportunities.
As an IVD solutions provider, we have worked and will keep working intensively to support research and foment knowledge and prevention of the diseases. For us, a well-informed society is a healthier society.
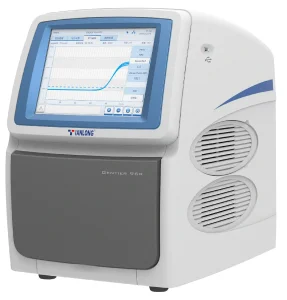
The protein analysis systems manufactured in our China factories represent the pinnacle of current biotechnological engineering. By integrating optical physics, microfluidics, and advanced software engineering, we provide systems that can detect proteins at picogram levels. The Chemiluminescence Immunoassay (CLIA) systems, for example, are essential for detecting low-concentration biomarkers that traditional ELISA methods might miss. Our ECL Western Blot Gel Imaging Analysis System provides a dynamic range that allows for both faint and strong bands to be captured in a single exposure, a feat previously difficult in manual darkroom processing.
Beyond human health, our expertise extends to veterinary science and reproductive health. The sperm quality analyzers we produce use high-resolution microscopy combined with digital tracking algorithms to provide objective data on motility and count. This is crucial for both clinical fertility clinics and the animal husbandry industry. By standardizing these measurements, we remove the subjectivity of manual microscope counting, leading to more accurate diagnoses and better outcomes.
Furthermore, our HPLC and DAC (Dynamic Axial Compression) systems serve the vital role of purification and quantitative analysis. In the pharmaceutical industry, ensuring the purity of active ingredients is non-negotiable. Our low-noise HPLC systems provide the stability required for sensitive quantitative analysis, ensuring that every batch of medicine meets stringent international standards. This commitment to quality is why our products are now found in labs across 60 countries.
Sustainability and ethics are also at the core of our manufacturing philosophy. We understand that biotechnology should not come at the cost of the environment. Our production lines are optimized for minimal waste, and we adhere to a strict sustainability policy that covers both environmental and social matters. We believe that a well-informed society, supported by affordable and reliable biotech, is a healthier and more equitable society.
As we look to the future, Ningbo Medvok will continue to invest in the research of antigens and antibodies. By controlling the raw materials, we can ensure the highest possible performance of the finished detection reagents. This vertical integration is a key advantage of our China factory, allowing us to offer premium technology at competitive price points, ultimately making advanced healthcare accessible to all.